

Na tegyük össze! (Építsünk rádiót! – 5. rész)
Elérkezett a pillanat, amikor gyakorlatilag megépítjük az első rádiónkat. Saját magunknak, saját erőből, az elmúlt hetekben összeharácsolt tudásbázisból. Ugyan csábító közelségbe kerül, de a bekapcsolás még várat magára.
Ezen cikk elkészítésekor úgy éreztem, csapongok. Túl sok dolgot akartam egyszerre elmondani. Ezért hívtam segítségül HA5CST Tamást, aki valóban fontos részletekre világított rá, és tematikájában remekül beillesztette azokat.
Kezdjük talán ott, hogy forrasztás előtt az alkatrészek lábait a lyukakba kell dugni, amihez néha alakítani kell őket. A negyed wattos ellenállások lábát az alkatrész testének végénél megtámasztva ujjheggyel kell legörbíteni, és pont akkora lesz, mint a panelen lévő távolság, a kondikat pedig kis csipesszel kell formálni, vagy óvatosan nyomni a lyukba, amíg lehet. Nem igazán tudsz hibázni. Ha a helyén van az alkatrész, a lábait feszítsd szét, így nem fog kiesni forrasztás közben.
Nem kell mindent azonnal a helyére tenni, akkor ugyanis elképesztő káosz lesz a lábak tengerében. Ha hármasával-négyesével pakolod be bőven jó lesz.
Az alkatrészek beültetésének sorrendje sem mindegy. Lentebb van egy videó, amin a tekercsen mutatom be a forrasztás lépéseit. Mint láthatod, még semmi sincs a panelbe ültetve. Na ilyet NE csinálj! Az van ugyanis, hogy a passzív, majd az aktív alkatrészek követik egymást a beültetési sorban, de ők sem akárhogy.


Mielőtt elkezdek teleültetni és beforrasztani egy nem általam tervezett panelt mindig beszkennelem vagy lefényképezem. Ez azért jön sokszor jól, mert a már helyükre került alkatrészek kitakarják a felszitázott neveket, értékeket.
Először az 1/4 wattos ellenállásokat tedd be. Ha a helyén van mind, fordítsd meg panelt, hogy az egyforma magas ellenállások szépen felfeküdjenek az asztalra. Amikor ez megvan, forraszd be őket. Azzal kezdd, amelyik a legegyszerűbben elérhető, ha úgy kényelmes, néhány lábanként csipkedd le a kilógó lábacskákat. Így egyrészt nem égnek álló lábak tengerében kell a pákával manőverezned, másrészt a felfekvő alkatrészek szépen a panelhez nyomódnak.
Ezt követően jöhetnek a túloldalon lévő alkatrészek, MAJD az azok lábát is takaró IC foglalatok. Ezek egyes számú lábát egy pötty vagy a tokon lévő bevágás jelenti, nézd meg az adatlapot! A foglalatokat a legnagyobb szívás utólag betenni, mert nincs félrehajtható lába és csak a túloldalról támaszthatod meg, hogy ne essen ki forrasztás előtt vagy közben.
Itt álljunk meg egy pillanatra. Lehet, hogy nem a pici negyed wattos, hanem a valamivel nagyobb fél wattos ellenállásból kaptál csak, ami fektetve nagyobb, mint a panelen kialakított hely. Nem kell parázni, azokat állítva kell most beültetni. Az egyik lábát hagyjuk egyenesen, míg a másikat az alkatrész végénél lenyomva teljesen visszahajtjuk.
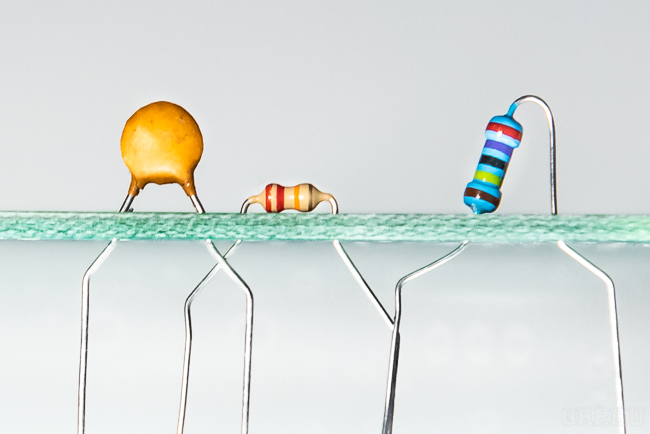 forrasztásra váró ellenállások és kondenzátor
forrasztásra váró ellenállások és kondenzátor
A passzív ellenállások sorát követik a valamivel magasabb kerámia kondenzátorok, persze csak ha a beforrasztott ellenállások lábai már le vannak csipkedve. Hasonló módon járj el. A legvégén a jumperek, elkók és a tekercsek zárják a sort.
A panel leglátványosabb része az az egy szem világító dióda, azaz LED, ami a tápfeszültségre illesztve a bekapcsolt állapotot jelzi. Őt nem mindegy, hogy hogy teszed be, ugyanis van egy anód lába, ami a tápfeszültség pozitív irányába néz – itt egy ellenálláson keresztül -, illetve egy katód, ami a földön van. Ezeket már a kialakításakor is jelölik: a pozitív felé a hosszabbik láb van, míg a föld felé a rövidebb néz, de ez az oldal a tokon is jelölve van a peremének bevágásával.
Ha összeszereltük a rádiót, az IC-ket még NE dugjuk bele, néhány dolgot még le kell a biztonság kedvéért ellenőrizni, de ez később jön.
Hogy kell forrasztani?
A cin jellemző tulajdonsága az összetételéből adódó olvadáspont, amihez a páka hőfokát is be kell állítani. Az olvadáspont általában 190 Celsius, a pákát 300-350-re állítva könnyű dolgod lesz. A gurigán minden esetben fel van tüntetve minden fontos jellemző, nagyon mellényúlni nem lehet. Vegyél te is 0,4…0,6 milliméter átmérőjű anyagot, így könnyebb lesz megfelelően keveset adagolni belőle. Ezen kívül fontos, hogy a túlságosan vékony (0,4 mm alatti vastagságú) cint nehéz kezelni, a túlságosan vastagot (0,75 mm-nél vastagabbat) nehéz lesz pontosan adagolni.
A forrasztóanyagba néha adalékokat – az ón felszínre futását segítő gyantás anyagot – is kevernek, ami vele együtt megolvad, ráfut a forrasztandó felületre, amin segít megtapadni a forrasztóónnak is. Lehetőleg olyan anyagot válassz, amelyben van ilyen, ugyanis jóval egyszerűbb és kényelmesebb vele a munka. Ilyen forrasztást segítő anyagot kívülről is hozzáadhatunk, folyasztószernek nevezzük. Van fecskendőből adagolható vagy úgynevezett fluxtollban lévő is, amit egy átitatott párnán keresztül kenhetünk fel. Ára változó, ezer forinttól több tízezerig terjed.
Ha már a fluxnál tartunk, a tekercsre is rá van írva néha a néhány százalékos arány, jó cucc az ilyen, csak nem szabad megégetni.
És akkor elérkeztünk a forrasztás fontos pontjáig, ami szintén az adalékanyagokra és a hőmérsékletre mutat. Ha túl sokáig hevítjük az forrasztandó felületet – mert mondjuk túl nagyok, elvezetik a hőt mielőtt a megolvadt forrasztószer rendesen körbefutná azokat -, akkor a gyanta vagy más adalékanyag megég. Kitartóan kell hozzá gyötörni a panelt, de előfordul, hogy idáig fajul a helyzet.
Az égett fekete mocsok ilyenkor feljön a folyékonnyá hevült forrasztószer felszínére, és nehezíti az ón megtapadását, összekeveredve vele egy kevésbé összefüggő anyagot képez, tele belső üregekkel, hibákkal. Ezért először mindig “szárazon” melegítjük a forrasztandó felületet, és csak utána nyomjuk oda a cint. A forrasztóanyag a magasabb hőmérsékletű felület felé vándorol, így azt is vesszük el először.
Az elmélethez még annyit, hogy a forrasztás előkészítéseként néhány lépést kell betartani: legyen rend, legyen minden kéznél (páka, alkatrészek, cin, flux (ha van), csipesz, paneltartó vagy alátét, legyen megfelelő megvilágítás.
Ha nincs paneltartód sincs gond, a cint tartó bal kezed egyik szabad ujjával is meg tudod támasztani a panelt, vagy segítségül neki is tolhatod valami apróbb tárgynak ami nem csúszik el. Ezt ki kell kísérletezned.
A forrasztás megkezdése előtt – ha már helyén vannak az alkatrészek, vagy azok egy része – a felforrósodott páka hegyének tisztításával kezdjünk. Természetesen ha nem tiszta a panelünk, azt zsírtalanítsuk, de ezzel most nem lesz gondunk, egyelőre ne vegyszerezzünk.
A forrasztás egy teljesen szimmetrikus művelet. Bal kézben az ón, jobban a forrasztó. Páka rá, cin rá, körbefut, cin el, páka el. Ha túl korán vesszük el, nem fut teljesen rá mindenre az anyag, nincs vész, attól még valószínűleg a kontaktus megvan. Majd a gyakorlattal javul ez is. A művelet valójában pofon egyszerű, unalomig gyakorolható, mutatom.
egyszerű a mozdulatsor: páka > cin > cin > páka
A pákát nem túl erősen kell odanyomni, úgy mondanám épp annyira, hogy el ne mozduljon az asztalra tett panel. Erre is csak azért van szükség, hogy a hőt át tudja adni a kis felületű hegy.
Nagyon fontos, hogy az egymáshoz forrasztandó részeket egyszerre melegítsük, tehát a páka hegye a lehető legnagyobb felületen érintkezzen az alkatrész lábával ÉS a panelen lévő forrszemmel. Ezért jó, ha a hegyet ráfektetjük a panelra, majd az alkatrész lábához toljuk jó szorosan.
A forrasztással kapcsolatos egyik legfontosabb ökölszabály, hogy amikor alkatrészt és panelt első lépésben melegítünk, a forrasztóónt még nem érinthetjük a pákához, mert ez több lehetséges hiba forrása lehet. Megvárjuk azt a másodpercet, és csak utána jöhet a cin.
A cint sem kell erősen tolni, azonnal el fog olvadni és szétterül. A pákát ezután határozott mozdulattal emeld el. Biztos kéz kell hozzá, eleinte nyilván remeg majd, elmúlik. Ha – főleg a rossz minőségű paneleket – sokáig melegíted, a vezető fólia elválhat az azt hordozó üvegszálas vagy műanyag paneltől, vagy a félvezető tönkremehet, a műanyag IC foglalat megolvadhat. Nyugi, 1-2 másodperc alatt ilyen kalandban nem lesz részed.
Ha egy lábat már többször forrasztottál, nem célszerű visszatérni hozzá, mert a cinben lévő anyagok megégnek, szétesik a szerkezete. Ezért csak egyszerű, egyszer beforrasztandó lábakkal dolgozunk, amikkel nem lesz gond.
Nyilván látod, hogy a panel mindkét oldalán vannak vezető szálak, azokat összekötő huzalok. Ahhoz, hogy a lyuk átvezesse az elektromosságot, annak belsejét is fémes vezető felülettel kell kibélelni, ami mindkét oldalhoz csatlakozik. Ezt hívjuk furatgalvanizálásnak. Ez a bélés jó vezető, ami nem csak az áramra vonatkozik, hanem szerencsére a hőre is, így a forrasztóanyag is átszalad rajta a túloldalra, miközben benne is megtapad.
Amikor átért a túloldalra a cin és rendesen körbefolyt mindenen, a galvanizált furatban rekedt levegő gyakran kitör a páka felé. Ezt a forró anyag néhány kis buggyanással jelzi, ami azt jelenti számunkra, hogy el lehet venni a pákát.
A maradék forrasztóónból származó fekete, megégett anyag előbb vagy utóbb a páka hegyén is felgyülemlik, erre való a már említett vizes párna. Ezen csak le kell húzni a forró hegyet, és máris szép tiszta, csillogó lesz munkára készen. Rutin mozdulat, egy idő után automatikus lesz. A speckó vizes szivacs helyett lehet használni rézgomolyagot is, de ezzel most nem foglalkozunk, az elvre egyszer majd a mikrovezérlők beforrasztásánál és a felesleges cin eltávolításánál kitérünk.
páka hegyének tisztítása – rendszeres, és ez legyen az első is
Ahhoz, hogy ideális körülményeket kapjunk az egyszerű művelet elvégzéséhez nagyon sokat tehetünk a panel gyártástechnológiát és disszipációt figyelembe vevő tervezésétől a kémiai- illetve felületkezeléseken át egészen az eszközök kiválasztásáig, de ezt most nem részletezzük. Vegyük alapul, hogy van egy ideális panelünk, amibe bedugdossuk az alkatrészeket és elfogadva, hogy mindennek tisztának kell lennie megforrasztjuk. A problémák felvetése és megértése legyen a későbbi gyakorlat kérdése, mintsem elrettentő, száraz téma.
A kilógó alkatrészlábakat le kell vágni. Erre anyu körömvágó fogóját is használhatjuk, de apró csípőfogókat is kapni e célra 1-2 ezer forintért. Vigyázzunk, hogy ne a forrasztóón labdácskát harapjuk ketté vagy ne tépjük fel a vezető fóliát – bár ez utóbbi azért nem olyan könnyű.
Nyilván kimaradt egy-két apróság. Ha valami nem világos, szerencsétlenül fogalmaztam vagy van bármi amit még tudni szeretnél kérdezz, kísérletezz!

Az elmúlt napokban változtattam néhány apróságot a kapcsolási rajzon. Két kondenzátort váltottam, hogy nagyobb biztonsággal beinduljon az oszcilláció, illetve az áthangolható sáv szélessége élhető tartományban maradjon. Ennek megfelelően változott az alkatrészlista, ami ha már minden megvolt kicsit bosszantó lehet, sri.
Ne aggódj, ha összetetted a panelt és minden tökéletes, jön az, amit kezdő építőként én sokszor elkövettem, a kapkodás, az utolsó, triviálisnak tűnő apróságok elkapkodása. A készre szerelt panelen még van néhány ellenőrizni való – ami inkább csak a megszokás és a biztonság kedvéért lett most beiktatva -, de ami fontosabb, hogy létre kell hozni a minimális infrastruktúrát amit később tematikusan fejlesztünk (!) és ami az első bekapcsoláshoz kell.
Jövő héten ezt csináljuk meg, majd két hét múlva – addigra reményeim szerint mindenki felzárkózik a beszerzésben valamint építésben – jön az élesztés, behangolás ötletesen egyszerű, teljesen gyakorlatias művelete.
A cikksorozat korábbi részeit sorba rendezve ide kattintva találod.











Helló!
A BOM alapján vásároltam be és sehol nem találom a nyákon az R42 és a C13 helyét.
Üdv.:
András
Szia. R42 a panel túloldalán bújt meg, az ötödik részben esett róla szó. A C13 a hangfrekis körben van, a negyedik részben írtam a szerepéről. A két IC között kapott helyet, az R13 és az R11 között.
Megtaláltam a panel hátulján a két alkatrész helyét… bocsánat!
Kérdezném, hogy ebben a cikkben lévő fényképen alul, a C2 miért nincs betéve?
Nem az illesztés a feladata, egyébként meg nem volt itthon. Lehetőség szerint ne hagyd el, de mint a videón is láthatod-hallhatod sorsdöntő szerepe nincs.
Üdvözlöm! A cikkben szereplő PCB terve elkérhető jóminőségű esetleg irányvektoros netén szerkeszthető formátumban?
Köszönöm szépen!
Szia ! PCB hol lehet beszerezni ,szeretném megépíteni ezt a kis készüléket.Köszönettel István
“Megjegyezném, hogy közel félszázan építettétek meg, és a legtöbb hiba a be nem forrasztott lábak miatt esett, de végül mindbe sikerült életet lehelni. ” – Az enyémbe sajnos nem, csak sistergés jött belőle, akárhogy erőlködtem vele :-(
Egy 5-10 méteres dróttal antennaként tekerd a bemeneti kör vasmagját a legerősebb zajszintre, majd a forgókondi középső állásánál a VFO tekercsét addig, amíg meg nem szólal valami. Érdemes lenne megmérni mindenekelőtt, hol indult el az oszcilláció.
Röviden összefoglalva, eddig a következő teszteket végeztem el:
Antenna: A leírásban javasolt 10 méteres vezetéket használom, mindenféle illesztés és tápvezeték nélkül, a drót végét közvetlenül a rádió antenna bemenetére kötve. Maga az antenna egy tetőtéri szobában van kifeszítve. A vezetéket kicsengettem multiméterrel, nem szakadt. (A vezeték új, nem bontásból származik.) Tesztként építettem egy középhullámú vevőt snap circuits készletből, kerestem egy műsorszóró adót, és ha az antenna kábelt a vevő HF bemenetéhez érintem, az adó kicsit hangosabban szól, mint antenna nélkül.
Hangfekvenciás erősítő: építettem egy egyszerű hanfrekvenciás generátort (szintén snap circuit készletből), ha ennek a kimenetét rákötöm a rádió hangfrekvenciás erősítőjének bemenetére, hallom a sípolást.
Oszcillátor: Fogtam egy oszcilloszkópot és megnéztem, mi újság az NE602-es IC 7-es lábán. Szép színuszos jelet látok, 7 MHz körüli frekvencián.
Keverő: Fogtam egy AD9850-es DDS panelt, összegutam egy Arduino Uno boarddal, és egy LCD keyboard extension boarddal. Írtam egy rövid programot, amivel az extension board gombjai segítségével tudom állítani a DDS frekvenciáját. Az aktuális értéket kiírom a kijelzőre. Szkóppal megnéztem, hogy tényleg jön-e a 7 MHz-es jel a panelről (jön). Ezután fogtam egy kb. két méteres drótot, az egyik végét a DDS színuszos kimenetére kötöttem, a másik végét meg néhány menetben a rádió antennája köré tekertem (hosszában). Ha a DDS-t beállítom a rádióban lévő oszcillátor frekvenciájának közelébe, akkor a hangfrekvenciás kimenetre dugott fejhallgatóban hallom a különbségi jelet. Ahogy léptetem a frekvenciát, a sípolás egyre mélyebb lesz, aztán a mélypont elérése után megint emelkedni kezd.
A rádió minden részegysége működni látszik, csak éppen CW adást nem lehet vele fogni sehogysem. Hiába hallgatózom, hiába változtatom a VFO frekvenciáját, makacs sistergésen kívül semmit nem hallok. Próbáltam este tízkor is, de ugyanez a helyzet. Próbáltam azt is, hogy az antenna kábelt kivezetem az ablakon és egy közeli fához kötöm (úgy, hogy a kábel és a föld közötti távolság kb. 10 méter), semmi változás.
Mi lehet a baj? Tényleg neki kell állnom és építenem egy félhullámhosszú dipól antennát, tíz méterre a földtől kifeszítve, balun trafóval és koax tápkábellel? Csakugyan ennyire melós egy entry level CW rádiót beüzemelni? Érdekelne, hogy a többiek, akiknek sikerült működésre bírniuk ezt (vagy bármilyen, hasonlóan entry level) a rádiót, vajon milyen antennát használnak, és hány hetet kínlódtak vele, mire meghallották a fejhallgatóban az első állomás ciripelését?
Akkor elvileg minden jó. Nem a rádiót melós megépíteni, hanem a keskeny állomást megtalálni. Túl hosszú vezetéket nem érdemes rátenni, mert a 41 méteres műsorszóró adók győzedelmeskednek, gyakorlatilag a bemeneti kör frekvenciája körül, elnyomhatatlanul. Ezen a tekercs jóságával sem tudsz trükközni. Vagy rövidebb vezetékkel próbáld meg, vagy tegyél a bemenetre egy érzékenységet állító potit. Az, hogy a jel megint emelkedni kezd, a tükörszelektivitás hiánya miatt van, DC rendszernél teljesen jó, azt jelenti, hogy a keverő jól működik.